Core filler for aircraft interiors promises less weight, lower costs
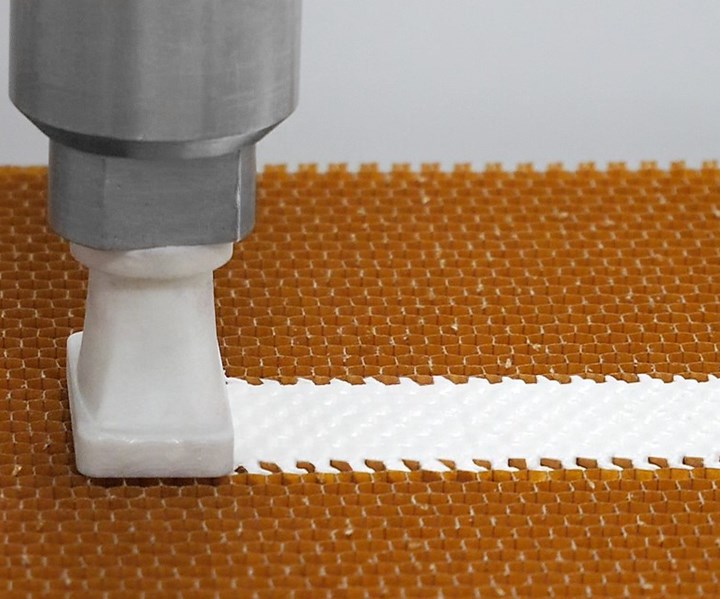
Von Roll’s NEXT GEN core filler is designed to maximize local stiffness and increase strength of honeycomb core in composite sandwich panels while saving weight.
.jpg;width=70;height=70;mode=crop;format=webp)



Source | Von Roll
Von Roll’s (Breitenbach, Switzerland) NEXT GEN core filler is designed to maximize local stiffness and increase strength of honeycomb core in composite sandwich panels while saving weight. According to Von Roll’s internal testing, NEXT GEN core filler’s most important advantages are its long pot and storage life at ambient conditions, and its precise dosability, which the company says makes this product the ideal choice for automated honeycomb potting in aircraft interior applications and other industries.


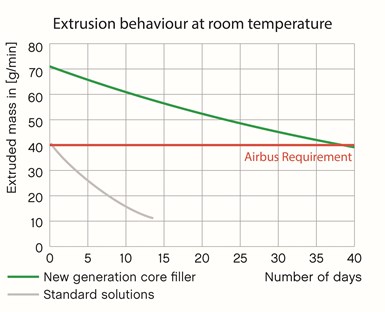
According to Von Roll, application of filler compounds can be one of the most time-consuming parts of manual sandwich structure construction. The automation of this process can cut production costs by more than 30%, not only by reducing the manual labor hours, but also by reducing material scrap rates while increasing quality and repeatability. The velocity of the robot tool during dispensing of the potting material is limited by the maximum extrusion rate, so a material providing a higher extrusion rate than state-of-art potting resins allows for higher production throughput.
The NEXT GEN core filler can either be dosed and inserted into the honeycomb core manually with a spatula or using high-precision automation with a robot-based metering system. Von Roll says that pairing NEXT GEN core filler with automated potting can result in up to 20% material savings. The company also claims the filler can lead to cost reductions through higher accuracy and repeatability of the potting, which reduces material waste, manual labor in the manufacturing process and non-conformities.
Source | Von Roll
The core filler promises extremely low viscosity, leading to precise, homogenous and reliable filling for honeycomb cells as small as 3 mm. Von Roll also says the low viscosity results in high extrusion rates when using robots in an automated application process, enabling users to process more material in less time in a faster production process compared to traditional materials. In addition, fillings in circles, angular shapes or honeycomb form are possible for local reinforcements.
Von Roll says its fillers exclude smell- and volatilization-causing anhydrides, halogens and solvents. Unlike other fillers that consist of two components that need to be mixed before use, NEXT GEN core filler comes in a single component ready for use.
The product’s low density of 0.7 g/cm3 or lower is reported to offer significant weigth reduction benefits. With standard curing temperatures between 125°C and 150°C, the NEXT GEN core filler is said to be compatible with all kinds of curing processes and cycle times of common prepregs for the aircraft interior industry. Furthermore, it is reportedly easy to handle and store, able to be stored up to 5 weeks at room temperature, even in contact with humidity. In addition, the core filler’s expansion coefficient is near 0 under the influence of heat or load.

Source | Von Roll
In addition, NEXT GEN core filler is compatible with phenolics and epoxies. For example, it is compatible with a new class of Von Roll’s FST compliant prepregs belonging to the EP200 family, which are said to provide the highest mechanical properties and surfacing quality on standard honeycomb cores and can be processed together with the core filler on any kind of honeycomb support.
Two variants of the NEXT GEN core filler are currently available: EP401 and EP411, to offer to the market solutions which are compatible with or without the use of a dedicated press.
This development is compliant with the requirements and regulations of the aviation industry, including all criteria of non-flammability and fire-retardancy properties. Von Roll says it has supplied the NEXT GEN core filler to certified European Tier 1s in the aerospace industry and is working on the product qualification at short notice.
In order to amplify the automated application process, Von Roll has partnered with digital solutions provider Airborne (The Hague, Netherlands) and ViscoTec (Kennesaw, Ga., U.S.), supplier of dosing pumps and dosing systems for medium to high-viscosity fluids, to deliver filling for aircraft interior panels through a one-hand metering system for this product.
Related Content

Development of a composite liquid hydrogen tank for commercial aircraft
Netherlands consortium advances cryogenic composites testing, tank designs and manufacturing including AFP, hybrid winding, welding of tank components and integrated SHM and H2 sensors for demonstrators in 2025.
Read More
Combining multifunctional thermoplastic composites, additive manufacturing for next-gen airframe structures
The DOMMINIO project combines AFP with 3D printed gyroid cores, embedded SHM sensors and smart materials for induction-driven disassembly of parts at end of life.
Read More
The potential for thermoplastic composite nacelles
Collins Aerospace draws on global team, decades of experience to demonstrate large, curved AFP and welded structures for the next generation of aircraft.
Read More
Welding is not bonding
Discussion of the issues in our understanding of thermoplastic composite welded structures and certification of the latest materials and welding technologies for future airframes.
Read MoreRead Next

Next-gen fan blades: Hybrid twin RTM, printed sensors, laser shock disassembly
MORPHO project demonstrates blade with 20% faster RTM cure cycle, uses AI-based monitoring for improved maintenance/life cycle management and proves laser shock disassembly for recycling.
Read More
Cutting 100 pounds, certification time for the X-59 nose cone
Swift Engineering used HyperX software to remove 100 pounds from 38-foot graphite/epoxy cored nose cone for X-59 supersonic aircraft.
Read More
Ultrasonic welding for in-space manufacturing of CFRTP
Agile Ultrasonics and NASA trial robotic-compatible carbon fiber-reinforced thermoplastic ultrasonic welding technology for space structures.
Read More