Recycling VOCs
Passive reactor turns styrene and phenol/formaldehyde fumes into carbon dioxide and water.




Mektech Composites (Hillsdale, NJ, US) is a well-known distributor of phenolic resins. Its founder, Aram Mekjian, has a long history in composites, both with polyester and phenolic resins. After almost a decade as phenolics business manager for BP Chemicals, Mekjian founded Mektech Composites in 1999, distributing phenolic resins for BP Chemicals at that time, and now for Georgia-Pacific Chemicals (Atlanta, GA, US).
The passive reactor shown here is Mekjian’s own patented development. The concept is rather straightforward, with manufacturing facility air entering through the flow inlet valve at bottom and proceeding through the active reactor filtration media above. The reactor uses an oxidizing agent to convert styrene from polyester resin fumes or phenol/formaldehyde from phenolic resin into carbon dioxide and water. The carbon dioxide can be captured through the flow outlet valve at top, and water is collected through the moisture drain valve at bottom.



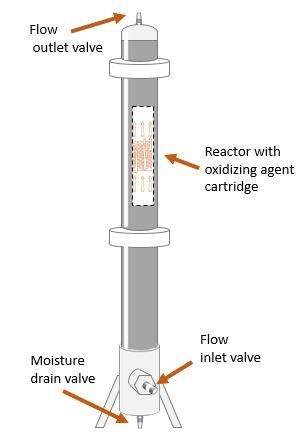 |
Mektech Composites has developed a passive reactor which uses oxidizing agent to convert styrene from polyester resin or phenol/formaldehyde from phenolic resin into carbon dioxide and water. SOURCE: Mektech Composites, figure by CW.
“The size of the reactor would vary based on the amount of air flow,” says Mekjian. “The passive reactor shown here is sized for resin infusion processing. For open molding, you would use a larger passive reactor to handle the much larger air flow and collect fumes via a ventilation/exhaust hood.” The oxidizing agent cartridge in the active reactor must be changed periodically based on air flow and VOC concentration, similar to changing air conditioner and refrigerator water system filters.
Mekjian notes that this system is an affordable and efficient solution for a wide variety of composites fabrication businesses. Cartridges cost less than $300, while most custom-built passive reactor units are priced below $2,000 USD, made using stock parts and modular assembly. The test results below illustrate the reactor’s efficiency.

* Hydrex 100 33350 series vinyl ester resin containing 55% styrene.
** Cellobond J2027L phenolic resin containing 10% phenol, 0.8% formaldehyde
SOURCE: Mektech Composites
For more details on this passive reactor as well as information on phenolic resin composites, visit Mektech Composites at (Sep 11-14, Orlando, FL, US) in Booth W77.
Related Content
-
Raw materials distributor provides quality fiberglass, resin variety
CAMX 2024: Imate Composites presents a variety of resins, fiberglass and roving products, as well as mats and catalysts.
-
“Structured air” TPS safeguards composite structures
Powered by an 85% air/15% pure polyimide aerogel, Blueshift’s novel material system protects structures during transient thermal events from -200°C to beyond 2400°C for rockets, battery boxes and more.
-
JEC World 2024 highlights: Thermoplastic composites, CMC and novel processes
CW senior technical editor Ginger Gardiner discusses some of the developments and demonstrators shown at the industry’s largest composites exhibition and conference.