Bringing lean manufacturing to cutting and kitting
AGFM/GFM is developing a cutting and kitting system designed to maximize operator efficiency at the cutting table, and to minimize ply layup sequencing errors during sorting.





AGFM/GFM has developed a cutting and kitting system designed to maximize operator time and minimize layup sequence errors.
American GFM Corp. (AGFM; Chesapeake, Virginia) and GFM GmbH (GFM, Steyr, Austria) have a long history developing computer-supported, automated and integrated processes that start with an ultrasonic ply cutting machine and extend through to ply cutter sequential offloading, sorting and kitting to prepare for ply lay up.
Typically, AGFM/GFM says, many ply-cutting and kitting processes have been performed manually, and have involved non-computer-supported processes, other than automated computerized nesting of individual plies. Often, ply cutter operators have significant non-productive time while waiting for ply cutting to be performed, especially on long-bed, non-conveyorized machines — i.e., ply cutters of 30-ft or longer cutting length.


During the past decade, higher performance conveyorized ply cutters have been developed, enabling operators to offload cut plies from an offload zone of the machine, while additional plies are being marked and cut in the cutting zone, thus improving the productivity of operators and of the overall system.
However, notes AGFM/GFM, on those machines ply marking and ply cutting are performed in the same area, and the processes are performed on the same gantry, one process after the other. Therefore, even on those machines there still exists a substantial amount of time that the offload operator(s) are non-productive, because they must wait, since offloading plies typically requires less time than the time required for the machine to perform marking and cutting.

The AGFM/GFM system, Model US-120/CM-10, features a three-zone cutting table to segregate ply marking, ply cutting and ply offloading operations.
To address the non-productive time of the offloading operator(s), AGFM/GFM has developed the Model US-120/CM-10 automated ultrasonic ply cutting system. This system provides maximum possible throughput by enabling ply marking, ply cutting and ply offloading simultaneously, thereby enabling the operator to be consistently productive, offloading while the marking and cutting of additional plies are being performed simultaneously by separate gantries in separate zones along the length of the machine.
Plus, the cutting gantry is driven by a linear motor drive system; this provides ultrasonic ply cutting at a maximum of 4,800 inches/minute, as compared to 2,400 inches/minute on other AGFM ply cutters. Also, this model has a high positioning accuracy of ±0.004 inch. The production output of the US-120/CM-10, says AGFM/GFM, is more than twice that of the other ply cutters within, typically, no more floor space than other ply cutters.
Further, typically offloading of a ply cutter is performed by two operators, one on each side of the table, who simply pick plies off the table in no particular sequence, and place them onto the sorting table. Offloading in this manner, helps to clear the table more quickly by not having to be concerned about the sequence of the offloaded plies. This creates a complex task for the sorting operator, who then must sort and stack the plies in reverse sequence for lay up.
This combination of ply offloading in no particular sequence, and then sorting of plies and stacking in reverse layup sequence, often creates a stack not completely in reverse layup sequence and/or with lost or misplaced plies. Using laser projection as a layup aid helps to minimize the effects of out-of-sequence or missing plies, but does not eliminate production time lost for correction of such errors.
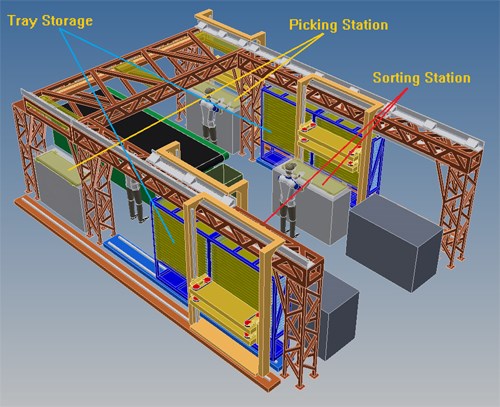
To further increase cutting and kitting efficiency, and to minimize ply sequencing errors,
AGFM/GFM's Pick & Distribute system uses laser guidance to direct operators regarding
which plies to pick and when. These are then sequenced in a sorting station into trays,
which store entire ply kits in reverse layup order.
To overcome this problem, AGFM/GFM have developed a new computer-supported system called Pick & Distribute (P&D). The system starts with an operator on each side of the machine offloading the plies from a given window (area on the ply cutter off-load table), guided by a laser pointing to the correct ply in reverse sequence of plies in that window, but with some gaps in the sequence. The gaps will be filled in at the next tray station, the final sorting station, which enables one operator to easily sort plies from trays that both offload operators have loaded onto trays. Therefore all plies in one kit are in correct reverse layup sequence. Also, the plies will be verified at each station, thus tracking each ply from offload to layup.
The individual kits can then be transported to either a freezer or directly to a layup station. All plies from a given kit will arrive at the layup station in reverse layup sequence. AGFM/GFM will exhibit at CAMX in September (Anaheim, California) and will feature a proof-of-concept video of this system in its booth (C57).
Related Content

Karl Mayer evolves multiaxial warp knitting systems to support natural fibers
The company is building opportunities to industrially produce sustainable technical textile composites, from its current COP Max 4/5 and Max Glass Eco offerings, to emerging future features.
Read More
UKAM Diamond Wire Saws target advanced material cutting
Aerospace and automotive composites, ceramics, biomaterials and other advanced materials benefit from the saws’ ultra-thin cuts with reduced kerf loss.
Read More
Airborne to supply composites cutting/kitting equipment to Airbus Helicopters
Fully digital Kit by Light systems will enable faster, simpler and more efficient composite ply management at Airbus’ Donauwörth facility.
Read More
Optimized CFRP gantry beam enhances Ultimate cutting machines
CompoTech, Kongsberg PCS collaboration integrates foam-cored design, automated placement of pitch and PAN fibers to achieve award-winning increase in speed and precision.
Read MoreRead Next

Next-gen fan blades: Hybrid twin RTM, printed sensors, laser shock disassembly
MORPHO project demonstrates blade with 20% faster RTM cure cycle, uses AI-based monitoring for improved maintenance/life cycle management and proves laser shock disassembly for recycling.
Read More
Ultrasonic welding for in-space manufacturing of CFRTP
Agile Ultrasonics and NASA trial robotic-compatible carbon fiber-reinforced thermoplastic ultrasonic welding technology for space structures.
Read More
Scaling up, optimizing the flax fiber composite camper
Greenlander’s Sherpa RV cab, which is largely constructed from flax fiber/bio-epoxy sandwich panels, nears commercial production readiness and next-generation scale-up.
Read More